



 查看联系方式
查看联系方式
买家还在看
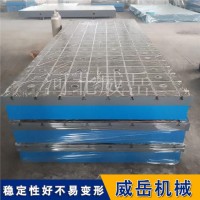
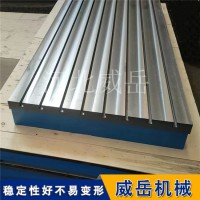
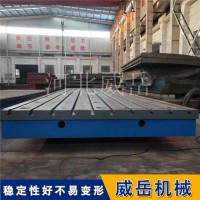
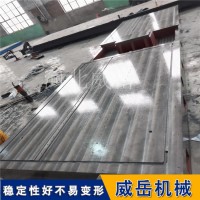
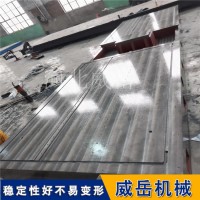
 威岳t型槽平台 防锈不 面议
威岳t型槽平台 防锈不 面议
 连电机都惊叹:这试验 面议
连电机都惊叹:这试验 面议
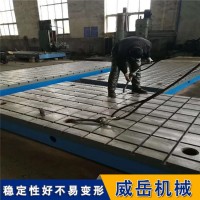
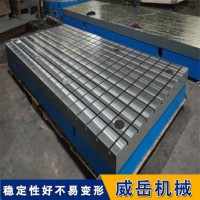
 河北威岳铸铁 T 型槽 面议
河北威岳铸铁 T 型槽 面议
 河北威岳铸铁 T 型槽 面议
河北威岳铸铁 T 型槽 面议
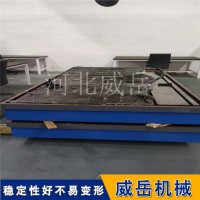
 揭秘铸铁 T 型槽平台 面议
揭秘铸铁 T 型槽平台 面议
 别小看铲刮!铸铁 T 面议
别小看铲刮!铸铁 T 面议
 被忽略的 “精度杀手 面议
被忽略的 “精度杀手 面议
 老技工都认可的铸铁 T 面议
老技工都认可的铸铁 T 面议
 威岳机械深解:铸铁 T 面议
威岳机械深解:铸铁 T 面议





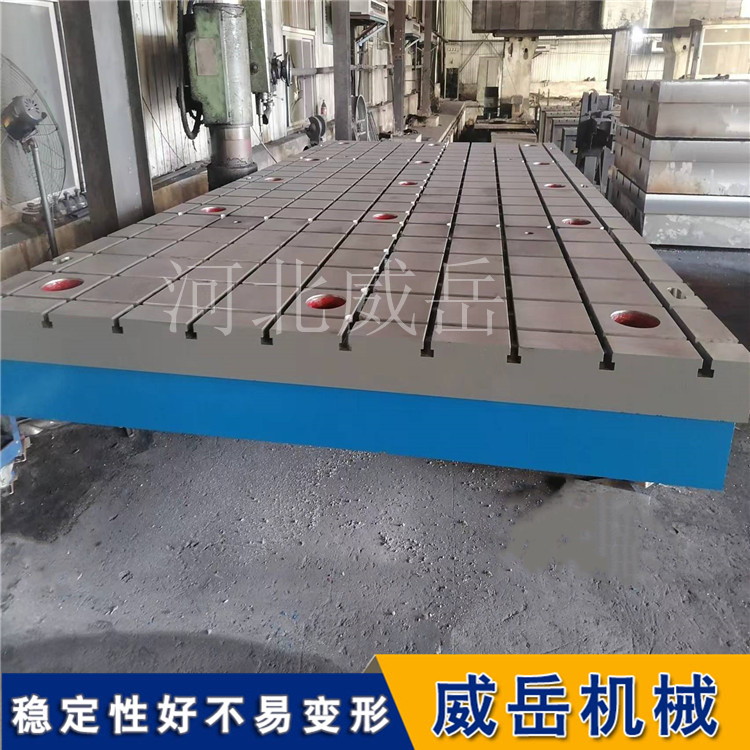
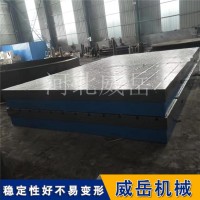
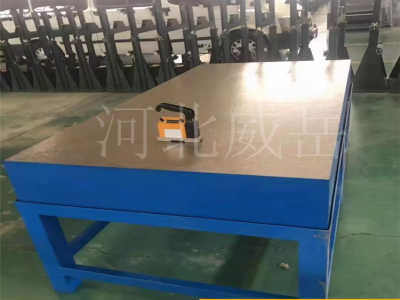 铸铁试验平台 为什么优选HT25材质
铸铁试验平台 为什么优选HT25材质
 铸铁试验平台:机械行业的 “劳动模
铸铁试验平台:机械行业的 “劳动模
 高强度铸铁试验平台 从简易到专业的
高强度铸铁试验平台 从简易到专业的
 t型槽平台厂家供应,铸铁划线平台铸
t型槽平台厂家供应,铸铁划线平台铸
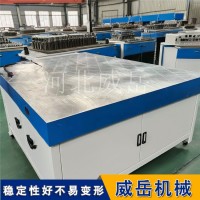
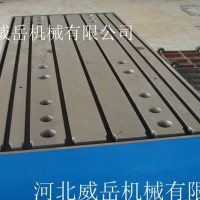 河北威岳 电机试验平台-保养情况
河北威岳 电机试验平台-保养情况

 微信客服
微信客服